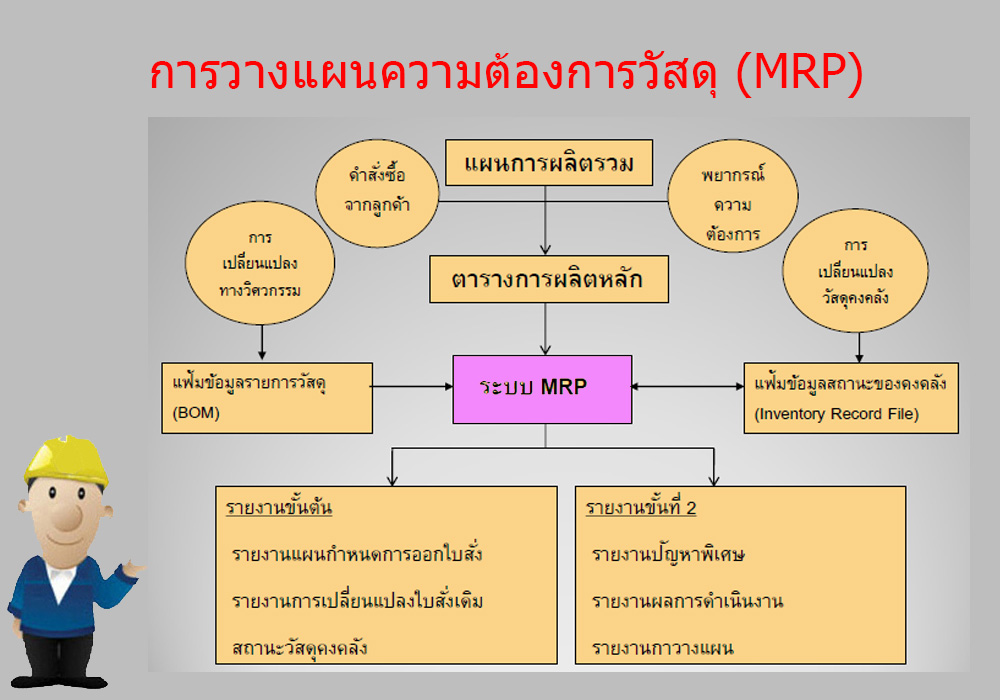
การวางแผนความต้องการวัสดุ (Material requirements planning: MRP)
- แนวคิดของระบบ MRP มุ่งเน้นการสั่งวัสดุให้ถูกต้องเพียงพอกับจำนวนที่ต้องการ และในเวลาที่ต้องการการจะดำเนินการให้บรรลุตามเป้าหมายดังกล่าวนี้ได้ จำเป็นต้องมีการประสานงานภายในระบบเป็นอย่างดี ระหว่างความต้องการของลูกค้า (Customers) ผู้ผลิต และผู้ส่งมอบ (Suppliers) โดยมีหน่วยงานกลาง เช่น ฝ่ายวางแผนช่วยในการประสานและรวบรวมข้อมูลของฝ่ายต่าง ๆ มาทำการประมวลผลและจัดทำเป็นแผนความต้องการวัสดุแต่ละรายการ
- ผลจากระบบ MRP จะเป็นรายงานที่บอกให้ทราบว่าจะต้องทำการสั่งซื้อหรือสั่งผลิตวัสดุอะไร จำนวนเท่าไร และเมื่อไร โดยแผนการสั่งวัสดุทั้งหมดจะมีเป้าหมายที่สอดคล้องกัน คือ ผลิตภัณฑ์หรือวัสดุขั้นสุดท้ายที่กำหนดไว้ในตารางการผลิตหลัก (Master Production schedule)
- แผนความต้องการวัสดุนี้จึงเปรียบเสมือนเป็นตัวประสานเป้าหมายของบริษัทกับทุกฝ่าย
การวางแผนความต้องการวัสดุ (Input)
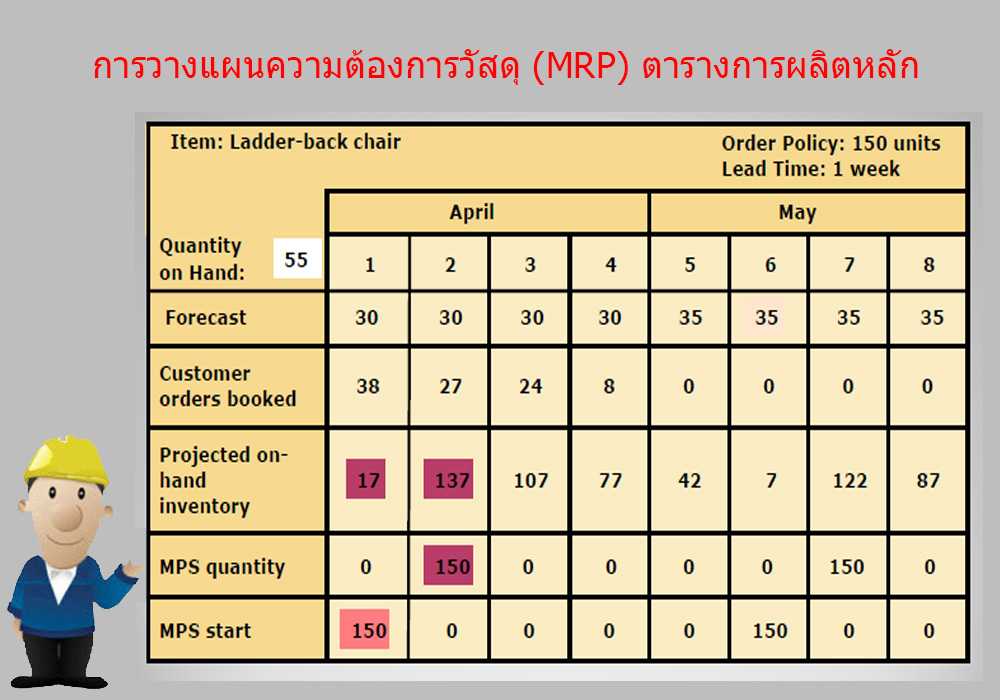
- ตารางการผลิตหลัก เป็นตารางที่แสดงกำหนดการของรายการวัสดุที่เป็นความต้องการอิสระ (Independent Demand) ซึ่งได้แก่ผลิตภัณฑ์ขั้นสุดท้ายของบริษัทที่จำหน่ายให้แก่ลูกค้า ซึ่งอาจจะเป็นผลิตภัณฑ์สาเร็จรูปหรือชิ้นส่วนที่บริษัทผลิตขายออกไปในลักษณะของชิ้นส่วนบริการ โดยตารางการผลิตหลักจะบรรจุกำหนดการผลิตที่ได้รับความเห็นชอบแล้วและจะแสดงให้ทราบว่าต้องการจะผลิตอะไร จำนวนเท่าไรและเมื่อไร สำหรับตารางการผลิตหลักอาจกำหนดขึ้นจากแหล่งข้อมูลแหล่งใดแหล่งหนึ่งหรือหลายแหล่งดังต่อไปนี้ เช่น จากใบสั่งของลูกค้า ซึ่งสั่งซื้อผลิตภัณฑ์ชนิดใดชนิดหนึ่งโดยเฉพาะและมักจะกำหนดเวลาส่งมอบผลิตภัณฑ์ที่แน่นอน หรือจากการพยากรณ์ความต้องการซึ่งคำนวณตามหลักการทางสถิติจากข้อมูลยอดขายในอดีตและจากการวิจัยตลาด
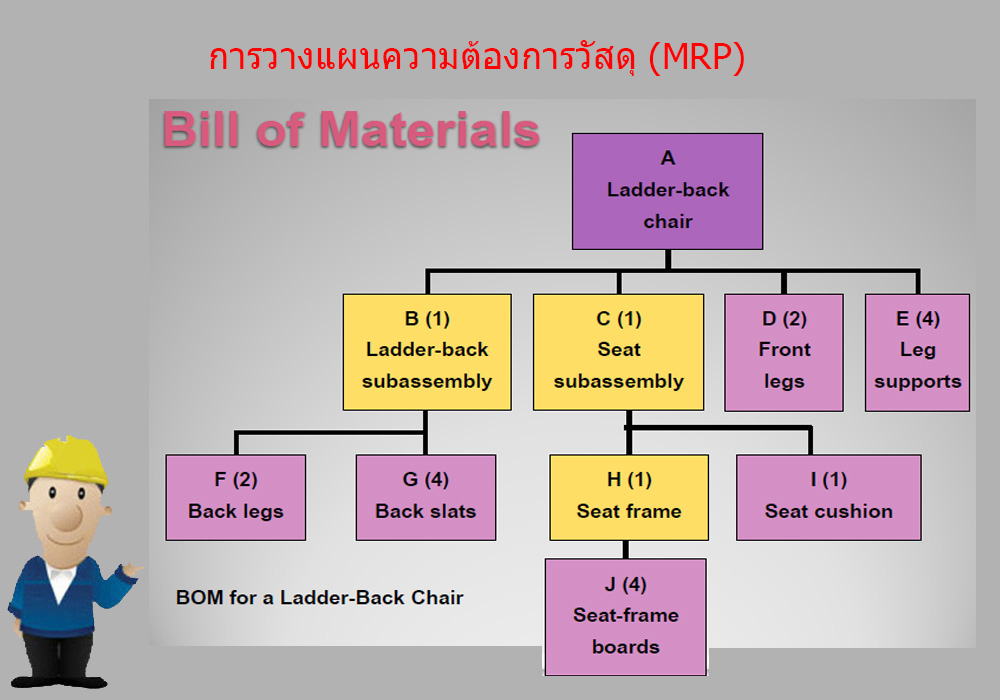
- บัญชีรายการวัสดุ (Bill of Material) หรือ เรียกอีกชื่อหนึ่งว่าแฟ้มโครงสร้างผลิตภัณฑ์ (Product Structure Files) จะบรรจุสารสนเทศที่เป็นรายละเอียดของผลิตภัณฑ์แต่ละรายการอย่างสมบูรณ์ โดยแฟ้มบัญชีรายการวัสดุจะบรรจุโครงสร้างของผลิตภัณฑ์ทุกรายการของบริษัท รายละเอียดภายในโครงสร้างผลิตภัณฑ์จะแสดงให้ทราบถึงรายการวัสดุทุกรายการ พร้อมทั้งปริมาณความต้องการวัสดุแต่ละรายการที่จำเป็นต่อการผลิตเป็นผลิตภัณฑ์สาเร็จรูปแต่ละรายการหนึ่งหน่วย
- รายการวัสดุดังกล่าวนี้ยังถูกบรรจุอยู่ในแฟ้มบัญชีรายการวัสดุที่สะท้อนให้เห็นถึงโครงสร้างของการผลิตเป็นผลิตภัณฑ์ โดยแสดงให้เห็นถึงความสัมพันธ์ของวัสดุแต่ละรายการตามลาดับขั้นในการผลิตเป็นผลิตภัณฑ์สาเร็จรูป นับตั้งแต่วัตถุดิบ (Raw materials) ชิ้นส่วน (Parts) ประกอบย่อย (Subassemblies) และชิ้นส่วนประกอบ (Assemblies) ผลิตภัณฑ์แต่ละรายการจะต้องมีหนึ่งโครงสร้างผลิตภัณฑ์ หรือ หนึ่งบัญชีรายการวัสดุ
แฟ้มข้อมูลสถานะพัสดุคงคลัง (Inventory Record Files)
เป็นแฟ้มข้อมูลที่ บันทึกรายการวัสดุแต่ละรายการที่คงคลังไว้อย่างสมบูรณ์
- ข้อมูลสถานะพัสดุคงคลังที่จำเป็นต่อการประมวลผลในระบบ MRP สามารถแยกได้เป็น 2 กลุ่ม หลัก คือ กลุ่มที่มีการเคลื่อนไหวตลอดเวลา และกลุ่มที่ค่อนข้างคงที่ไม่ค่อยมีการเคลื่อนไหวหรือเปลี่ยนแปลง
- ความถูกต้องและทันสมัยของข้อมูลในแฟ้มข้อมูลสถานะของคงคลัง นับว่ามีส่วนสำคัญเป็นอย่างยิ่งต่อความมีประสิทธิผลของการดำเนินงานระบบ MRP และปัจจัยสำคัญที่ทำให้แฟ้มข้อมูลสถานะพัสดุคงคลังมีความถูกต้องและเป็นปัจจุบันแบบเวลาจริง (Real-time) อยู่ตลอดเวลา ก็คือการมีระบบการบันทึกการเคลื่อนไหวของของคงคลังที่มีประสิทธิภาพ ทั้งด้านความถูกต้องรวดเร็วและครบถ้วน
ข้อมูลพัสดุคงคลังที่แสดงสถานะจะมีการเปลี่ยนแปลงตลอดเวลา (Status Data) จาก การรับเข้าหรือการจ่ายออกพัสดุคงคลัง
- แผนการสั่ง (Planed order Releases)
- พัสดุคงคลังในมือ (Inventory on hand)
- วัสดุระหว่างการสั่ง (Materials on order)
- พัสดุคงคลังพร้อมใช้ (Available Inventory)
- ส่วนอีกกลุ่มหนึ่ง ส่วนใหญ่จะเป็นข้อมูลที่เกี่ยวข้องกับปัจจัยด้านการวางแผนที่ใช้ในระบบ MRP
- ขนาดรุ่นการสั่ง (Lot sizes)
- ช่วงเวลานำ (Lead Times)
- ระดับสต๊อกเผื่อความปลอดภัย (Safety Stock Level)
- อัตราของเสีย (Scrap Rates)
- อัตราผลได้ (Yield)
ผลได้จากระบบ MRP จะออกมาในรูปของรายงานต่าง ๆ ที่เป็นตารางกำหนดการในการจัดหาวัสดุแต่ละรายการในอนาคต เพื่อตอบสนองต่อความต้องการของ MPS ในแต่ละช่วงเวลา ซึ่งมักจะมีการเปลี่ยนแปลงเกิดขึ้นตลอดเวลาตารางดังกล่าวนี้จะเป็นสารสนเทศที่ช่วยผู้บริหารในการตัดสินใจในการดำเนินการด้านการจัดการพัสดุคงคลังของบริษัท
- แผนการสั่งซื้อหรือสั่งผลิต
- ใบสั่งซื้อหรือสั่งผลิต
- การเปลี่ยนแปลงแผนการสั่ง
- ข้อมูลสถานะพัสดุคงคลัง
จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่
- จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ (Reorder Point) เป็นการบริหารจัดการวัสดุและสินค้าคงคลังโดยกาหนดจุดที่จะสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ไว้ล่วงหน้า
- จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ (Reorder Point)นั้นมีความสัมพันธ์แปรตามตัวแปร 2 ตัว คือ อัตราความต้องการใช้วัสดุคงคลังและรอบเวลานาในการสั่งเติมเต็มวัสดุหรือสินค้าคงคลัง (Lead Time)
- ระดับวัสดุคงคลังรายการนั้นจะลดต่าลงในช่วงสั่งเติมเต็มวัสดุหรือสินค้าคงคลังจนถึงระดับต่าสุดที่วางแผนไว้ และเมื่อถึงกาหนดเวลารับวัสดุหรือสินค้า จะทาการรับสินค้าเข้ามา
- การรับสินค้าแต่ละครั้งมีปริมาณที่จะทาให้มีสินค้าคงคลังถึงระดับที่วางแผนไว้ (Min-Max)
- การรับสินค้าแต่ละครั้งมีปริมาณคงที่ ตาม lot size ที่กาหนดไว้
- จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ในอัตราความต้องการวัสดุคงคลังคงที่ และรอบเวลาคงที่เป็นสภาวะที่ไม่เสี่ยงที่จะเกิดวัสดุหรือสินค้าขาดมือเลย เพราะทุกสิ่งทุกอย่างแน่นอน
- จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ในอัตราความต้องการวัสดุคงคลังที่แปรผัน เป็นสภาวะที่อาจเกิดของขาดมือได้เพราะว่าอัตราการใช้หรือความต้องการวัสดุคงคลังไม่สม่ำเสมอ จึงต้องมีการเก็บวัสดุคงคลังเพื่อความปลอดภัย ซึ่งช่วยให้อัตราการบริการลูกค้าดีขึ้น
- ในกรณีที่มีข้อมูลความเบี่ยงเบนมาตรฐานของอัตราความต้องการวัสดุหรือสินค้าในช่วงเวลานำ จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ สามารถหาได้ดังนี้
- จุดสั่งเติมเต็มวัสดุหรือสินค้าคงคลังใหม่ = ความต้องการในช่วงเวลานำ + วัสดุคงคลังเพื่อความปลอดภัย
- Reorder Point = Demand during Lead Time + Safety Stock
- การสั่งเมื่อครบรอบเวลาในการสั่ง (Fixed-Order-Interval) ระบบนี้จะกำหนดช่วงห่างของการตรวจสอบระดับและสั่งวัสดุคงคลังแต่ละครั้งเป็นระยะเวลาคงที่ หากระดับวัสดุคงคลังไม่เพียงพอกับความต้องการก่อนถึงกำหนดการตรวจสอบครั้งต่อไป ให้ทำการสั่งวัสดุหรือสินค้ามาก่อนกำหนดการตรวจสอบได้
- ความถี่ในการตรวจสอบและสั่งวัสดุหรือสินค้าจะแตกต่างกันตามประเภทของวัสดุหรือสินค้า โดยเป็นการกำหนดจากฝ่ายวางแผน ปริมาณการสั่งวัสดุหรือสินค้าแต่ละรายการจะแตกต่าง โดยปริมาณการสั่งจะเป็นการประมาณการล่วงหน้าและครอบคลุมความต้องการใช้เป็นระยะเวลาสั้น ๆ เช่น สองสัปดาห์, สี่สัปดาห์ หรือสิบสองสัปดาห์ โดยใช้การตรวจสอบระดับวัสดุหรือสินค้า เช่น การตรวจนับ การดูข้อมูลจากวัสดุคงคลังการ์ด การใช้ระบบคอมพิวเตอร์
- สิ่งที่เราสนใจสาหรับระบบนี้คือ ระดับวัสดุคงคลังสูงสุดที่วางแผนไว้ (Planned maximum stock) ซึ่งในการสั่งแต่ละครั้งเราต้องมั่นใจว่าวัสดุคงคลังจะขึ้นไปถึงระดับสูงสุดนี้
- ระดับสูงสุดดังกล่าวจะต้องมากพอที่จะใช้ในช่วงรอการตรวจสอบ (Review Interval) และช่วงเวลานาการสั่ง ดังนั้นระดับวัสดุคงคลังสูงสุดที่วางแผนไว้เราจะกาหนดให้เป็น Target Level
1. สั่งแบบ Lot for Lot
- สั่งเท่าที่ต้องการจะไม่มีการเหลือเก็บเนื่องจากสั่งเท่าที่ต้องการ
- ใช้สำหรับการสั่งซื้อวัตถุดิบหรือสินค้าที่ ความต้องการที่เป็นอิสระต่อกัน (Independent demand) ราคาไม่แพง (A items) และผลิตแบบ Just-in-Time (JIT)
2. สั่งแบบ Fixed Order Quantity
- สั่งซื้อเป็นปริมาณตายตัวทุกครั้งที่มีการสั่ง เร็วและง่าย การตัดสินใจสาหรับปริมาณในการสั่งซื้อให้ดูจากความเหมาะสม อาจไม่ได้ผลลัพธ์ที่ดีที่สุด
3.สั่งแบบ ปริมาณการสั่งที่ประหยัด (Economic Order Quantity)
- เป็นระบบวัสดุคงคลังที่ใช้กันอย่างแพร่หลาย โดยจะใช้กับวัสดุคงคลังที่มีลักษณะของความต้องการที่เป็นอิสระไม่เกี่ยวข้องต่อเนื่องกับความต้องการของวัสดุคงคลังตัวอื่น (Independent Demand) จึงต้องวางแผนพิจารณาความต้องการและพยากรณ์อุปสงค์ของลูกค้าโดยตรง
- ระบบขนาดการสั่งซื้อที่ประหยัดจะพิจารณาต้นทุนรวมของวัสดุคงคลังที่ต่ำสุด เป็นหลักเพื่อกำหนดระดับปริมาณการสั่งซื้อต่อครั้งที่เรียกว่า “ขนาดการสั่งซื้อที่ประหยัด”
ลดขนาดการสั่งซื้อและการสั่งผลิตลง
- สำหรับสินค้าที่ทำการจัดซื้อ ให้ทำการบริหารต้นทุนการจัดซื้อ (Acquisition transaction costs) ให้ต่ำลง โดยใช้คอมพิวเตอร์หรือระบบสารสนเทศในการสร้างคำสั่งซื้อ (Purchase Orders: PO) การใช้ระบบ (Electronic Data Interchange: EDI) ในการส่งผ่านข้อมูลคำสั่งซื้อ (PO) การใช้ระบบแจ้งการขนส่งสินค้าล่วงหน้า (Advance Shipping Notices: ASNs) เพื่อทำการลดต้นทุนการจัดซื้อ ซึ่งจะสามารถลดต้นทุนด้านการจัดซื้อและการรับสินค้าลดลง และสามารถสั่งได้บ่อยขึ้นหรือสามารถลดปริมาณสินค้าคงคลังโดยเฉลี่ยได้
- สำหรับสินค้าที่ทำการผลิตนั้น หากต้นทุนการติดตั้งหรือการเปลี่ยนเครื่องมือ (Equipment changeover costs) มีค่าสูง การแก้ไขให้กิจกรรมนี้ให้มีเวลาการเปลี่ยนเครื่องมือที่สั้นลงจะสามารถลดปริมาณ สินค้าคงคลังได้ และเพิ่มประสิทธิภาพการผลิตได้
- ลดต้นทุนการเก็บสินค้าคงคลัง (Lower inventory costs) เพิ่มการใช้ประโยชน์ของพื้นที่โดยการให้เช่าพื้นที่ที่มีอยู่ หรือลดการการขยายพื้นที่คลังสินค้า โดยใช้เครื่องมือที่สามารถขนถ่านสินค้าในช่องแคบ การใช้ชั้นลอยหรือวิธีการเก็บสินค้าที่เหมาะสมมากขึ้น
- การตั้งระดับปริมาณสินค้าเผื่อขาดให้เหมาะสม การตั้งระดับปริมาณสินค้าคงคลังเผื่อขาด (Safety stock) ให้มีความเหมาะสมและชัดเจน
- วางแผนการประกอบเมื่อเกิดความต้องการ (Think postponement) สำหรับสินค้าที่เป็นชิ้นส่วนที่สามารถนำไปผลิตสินค้าต่อเนื่องได้อีกหลายชนิด (Parent products) ควรจะทำการเก็บสินค้าคงคลังไว้ในรูปแบบของสินค้ากึ่งสำเร็จรูป (Semi-finished product) เพื่อลดปริมาณสินค้าคงคลังทั้งหมด เนื่องจากสามารถลดปริมาณสินค้าคงคลังของทุกรายการแต่ละแบบได้
พยากรณ์ความต้องการของลูกค้าอย่างสม่ำเสมอ การใช้ประสบการณ์แก้ไขสมการพยากรณ์ในการคำนวณความต้องการของสินค้าเพื่อที่ลดความ ผิดพลาดจากการใช้สูตรพยากรณ์เพียงอย่างเดียวจะสามารถลดการเก็บสินค้าเกินความจำเป็น สินค้าขาดแคลนทำให้มีสินค้าเพียงแค่ความต้องการของลูกค้า เหตุการณ์บางเหตุการณ์ทำให้เกิดความต้องการของสินค้าเพิ่มขึ้นในเวลาอันรวดเร็วทำให้ต้องคำนึงถึง เหตุการณ์นั้นในการจัดการสินค้าคงคลัง อาทิ เทศกาลสงกรานต์ที่ทำให้ความต้องการตั๋วรถยนต์โดยสารประจำทางหรือตั๋วเครื่องบินเพิ่มสูงขึ้น ทำให้ต้องมีการวางแผนสินค้าคงคลังรองรับเหตุการณ์ดังกล่าว
- สร้างความร่วมมือระหว่างซัพพลายเออร์ในการสั่งซื้อสินค้า สร้างความร่วมมือของซัพพลายเออร์หลักในการจัดซื้อสินค้าหลายรายการ (Multiple SKUs) ซึ่งจะทาให้สามารถการจัดซื้อสินค้าแต่ละประเภทได้ในปริมาณที่น้อยลง และสั่งได้ถี่ขึ้น ทาให้การเก็บสินค้าคงคลังน้อยลง สร้างความร่วมมือของซัพพลายเออร์หลักที่ตั้งอยู่ในพื้นที่ใกล้เคียงกัน สามารถเพิ่มการใช้ประโยชน์ของรถบรรทุกขนส่งสินค้าให้สามารถขนสินค้าได้เต็มน้าหนักบรรทุกมากขึ้น
- รวมรายการสินค้าระหว่างการขนส่ง (Try merge-in-transit) กรณีที่ลูกค้ามีความต้องการรับสินค้าหลายรายการในเวลาเดียวกัน ในระหว่างการขนส่งอาจจะมีการรวมบางรายการที่มาจากสถานที่ต่างกันมาขนรวมกัน เพื่อความสะดวกในการรับสินค้าของลูกค้าภายในครั้งเดียว ทำให้การขนส่งมีประสิทธิภาพมากขึ้นและสามารถเพิ่มประสิทธิภาพการบริหารสินค้าคงคลังได้ดีขึ้น เนื่องจากสามารถขนส่งสินค้าได้ถี่มากขึ้นต้นทุนสินค้าคงคลังจะลดลง
- จัดส่งสินค้าต่อไปให้ลูกค้าเมื่อสินค้ามาถึง (Cross-dock customer shipments) การจัดการจัดส่งสินค้าต่อไปให้ลูกค้าเมื่อสินค้ามาถึง (Cross-dock) จะสามารถลดความต้องการในการเก็บสินค้าคงคลัง เนื่องจากสินค้าสามารถนำส่งต่อไปยังลูกค้าได้ทันทีโดยไม่ต้องทำการจัดเก็บสินค้า
- การให้ซัพพลายเออร์เป็นผู้บริหารสินค้าคงคลัง (Vendor-Managed Inventory: VMI) สร้างแรงจูงใจที่เหมาะสมให้ซัพพลายเออร์เข้ามารับผิดชอบการบริหารสินค้าคงคลัง เนื่องจากซัพพลายเออร์สามารถทราบปริมาณสินค้าคงคลังและแผนการผลิตสินค้าของฝ่ายตนเอง และสามารถทราบความต้องการที่แท้จริงของสินค้าพร้อมกับปริมาณสินค้าคงคลังของลูกค้า ส่งผลให้ต้นทุนสินค้าคงคลังทั้งฝ่ายซัพพลายเออร์และลูกค้าลดลง
- ลดระยะเวลาในการสั่งซื้อ การลดระยะเวลาในการสั่งซื้อวัตถุดิบหรือชิ้นส่วน ไม่ว่าจะเป็นระยะเวลาในการสั่งซื้อจากซัพพลายเออร์หรือระยะเวลาในการขนส่งสินค้า หรือ ระยะเวลาในการรับสินค้า จะส่งผลให้ปริมาณความต้องการในการ เก็บสินค้าคงคลังลดลง นอกจากนี้การลดความไม่แน่นอนของระยะเวลาในการสั่งซื้อก็สามารถลดความต้องการ ของการเก็บสินค้าได้
- เคลื่อนย้ายสินค้าคงคลัง (Transshipment) เมื่อสินค้าคงคลังของสินค้าบางรายการ ณ คลังสินค้าแห่งหนึ่งมีมากเกินไป อย่างไรก็ตามได้มีความ ต้องการสินค้าประเภทเดียวกัน ณ คลังสินค้าอีกที่หนึ่ง ดังนั้นระบบในการเกลี่ยปริมาณสินค้าคงคลังจากที่หนึ่ง มาที่หนึ่งที่มีประสิทธิภาพจะส่งผลดีต่อการบริหารสินค้าคงคลังได้ดี อย่างไรก็ตามต้นทุนในการเคลื่อนย้าย สินค้านี้ต้องอยู่ในระดับที่จูงใจ
- การกาจัดสินค้า Dead Stock (สินค้าที่ไม่เคลื่อนไหวเป็นเวลามากกว่า 6 เดือน) และสินค้า Slow Moving (สินค้าที่ถูกขายออกไปช้า อาจจะเดือนละครั้ง หรือ สองเดือนครั้ง เป็นต้น)
- ซึ่งการจัดการลดกลุ่มสินค้าเหล่านี้เป็นการช่วยลดต้นทุนทั้งในคลังสินค้า (Warehousing) การจัดดำเนินการสินค้าในคลัง (Handling) การขนส่ง (Transportation) เช่น สินค้าที่ไม่เคลื่อนไหว หรือเคลื่อนไหวช้า ทาให้เปลืองพื้นที่จัดเก็บ และการดูแลสินค้าในคลัง อีกทั้งค่าขนส่งต่อรายการเมื่อมีการสั่งซื้อจากลูกค้าอาจทำให้ไม่คุ้มกับการส่ง เมื่อเทียบสัดส่วนปริมาณสั่งซื้อต่อค่าจัดส่ง (กรณีใช้ Third Party Logistics ส่วนใหญ่จะคิดค่าบริการตามจำนวนกล่องที่จัดส่ง โดยจะส่งตามรอบและเส้นทางที่กาหนดไว้ก่อนหน้านี้)
ที่มาภาพและรวบรวมโดย www.iok2u.com
-----------------------------------------------
ดูข้อมูลเพิ่มเติมในเรื่อง คลังสินค้าและการบริหารจัดการสินค้าคงคลัง คลิกที่นี่
WIM คลังสินค้าและการบริหารจัดการสินค้าคงคลัง (Warehouse & Inventory management)
-------------------------------------------------